
Aluminiumdruckguss für Großserien kleiner und mittlerer Formteile
Der Aluminiumdruckguss ist ein Druckgussverfahren, bei dem Aluminium im teigigen bzw. flüssigen Zustand unter hohem Druck in eine vorgewärmte Form aus Stahl gepresst wird. Durch das Aluminium wird die in der Form vorhandene Luft verdrängt und während des Erstarrens unter Druck gehalten.
Dieser Druckguss kann grundsätzlich nur auf Kaltkammer-Druckgießmaschinen produziert werden.
Das Aluminiumdruckguss-Verfahren ist für dünnwandige komplexe Bauteile (>0,05) geeignet und wird vor allem für Formteile mit einem Gewicht von 10 bis 12.000 Gramm verwendet. Gängig sind hier kleine und mittlere Serien. Je nach Legierung können mithilfe von Aluminiumdruckguss Teile mit hohen Ansprüchen an die Oberflächenoptik und Korrosionsbeständigkeit gegossen werden, z. B. für Büromaschinen, optische Industrie und Haushaltsgeräte.
Das Verfahren im Detail
Beim Aluminiumdruck wird Aluminium im flüssigen oder teigigen Zustand unter hohem Druck in eine vorgewärmte Form aus Stahl gepresst. Zum Vorwärmen der Form werden Kühl- und Heizgeräte verwendet. Das Eingießen des Metalls in die Füllkammer erfolgt ohne Druck von Hand oder mit einem Dosierautomaten.
Durch den Strömungsdruck wird die Form gefüllt – ein Charakteristikum des Druckgießens. Das Aluminium verdrängt die in der Form vorhandene Luft und wird während des gesamten Erstarrungsvorganges unter Druck gehalten. Da die Form aus zwei Hälften besteht, kann sie nach dem Füllvorgang und dem Erstarren problemlos geöffnet und der Abguss entfernt werden.
Verlauf des Verfahrens:
- Eingießen des Metalls (ohne Druck) in die Füllkammer mithilfe von Dosierautomaten oder manuell mit einem Schöpflöffel
- Füllen der Form durch Strömungsdruck
- Ausfüllen der Form mit flüssigem Metall durch hydrodynamischen Druck
- Wirkung des hydrostatischen Drucks auf den Abguss nach der Füllung
Der eigentliche Gießvorgang beginnt erst mit dem Vorlaufen des Kolbens. Dieser bewegt sich zunächst langsam (bis das Metall beim Anschnitt angekommen ist), um ein Herausschleudern des flüssigen Metalls aus der Presskammeröffnung zu vermeiden. Dabei wird die Luft in der Presskammer in den Formhohlraum verdrängt.
Das Metall gelangt aus der Presskammer in den Lauf, der im Querschnitt entweder konstant ist oder sich in Richtung Ausschnitt verjüngt. Auf diese Weise soll eine gleichbleibende oder nur geringfügig zunehmende Strömungsgeschwindigkeit erreicht werden.
Der statische Nachdruck verdichtet das Metall während des Abgusses und verbessert die Formausfüllung. Dadurch muss der Gießdruck schlagartig schnell anwachsen. Ein allmählicher Anstieg des Drucks ist kaum wirksam, da die Gussform in Hundertstel- und Tausendstel-Sekunden aufgefüllt wird.
Anwendung des Verfahrens
Aluminiumdruckguss eignet sich für vielfältige Einsatzgebiete. Es kommt für schwierige und höchstbeanspruchte Maschinenteile, wie Zylinderköpfe, Kurbelgehäuse oder Bremsbacken, Teile für schnell laufende Motoren und Ventilatoren, komplizierte Motoren- und Maschinenteile für Elektrotechnik, Fahrzeugindustrie, Bergbau, Kurbel und Gehäuse, Lagerschilde, Elektromotorenteile, Lagerböcke, Zylinderköpfe, Verkleidungen, stoß- und schwingungsbeanspruchte Teile und für Haushalts- und Büromaschinenteile zum Einsatz.
- schwierige und höchstbeanspruchte Maschinenteile, wie Zylinderköpfe, Kurbelgehäuse, Bremsbacken
- Teile für schnell laufende vibrierende Motoren und Ventilatoren, usw.
- komplizierte Maschinen- und Motorenteile für Fahrzeugindustrie, Elektrotechnik, Bergbau usw.
- Kurbel und andere Gehäuse
- Elektromotorenteile
- Lagerschilde und -böcke
- Zylinderköpfe
- Verkleidungen usw.
- Maschinenteile
- stoß- und schwingungsbeanspruchte Teile
- Zylinderköpfe und -blöcke
- Motoren-, Kurbel- und Pumpengehäuse
- Flügelräder, Rippenkörper, dünnwandige Gehäuse
- schwierige Montageböcke und -platten
- Verkleidungen, usw.
- Haushalts- und Büromaschinenteile
- optische Geräte
- Beschläge
- Zierteile
- Teile für die Nahrungsmittelindustrie
Sie sind sich unsicher, ob sich der Aluminium-Druckguss für Ihre Zwecke eignet? Gern beraten wir Sie kostenfrei zu Ihrem individuellen Projekt und vermitteln Ihnen den passenden Partner für Ihre Gussteile.
Werkzeug/Werkzeugkosten
Das Verfahren kann nur auf Kaltkammer-Druckgießmaschinen angewendet werden. Durch die Automatisierung lassen sich zahlreiche Druckgussteile zu niedrigen Stückpreisen für größere Serien herstellen. Das Aluminiumdruckgussverfahren ist daher in der Serienfertigung sehr wirtschaftlich. Darüber hinaus können durch den bedarfsoptimierten Werkzeugbau die relativ hohen Werkzeugkosten enorm senken.
Aluminium-Druckgussteile
Eine Grundvoraussetzung für die Herstellung hochwertiger Aluminiumdruckguss-Teile ist eine gussgerechte Konstruktion der Form. Nur intelligent konstruierte Schieber, eine hervorragende Entlüftung, die richtige Bemessung des Anguss-Systems, optimale Teilungen und die korrekte Einstellung der Maschine ermöglichen eine perfekte Form und damit sehr gute Druckgussteile. Auch die Temperaturverhältnisse in der Stahlform spielen eine große Rolle. Sie müssen so gestaltet sein, dass sich die Form vollständig füllen kann, ohne dass das Material zu früh zu erstarren beginnt. Die Einfüllzeit muss aber auch so bemessen sein, dass die Einfülldämpfe genug Zeit haben, vollständig durch die Entlüftungskanäle zu entweichen.
Bei der Größe der Druckgussteile gibt es keine Einschränkungen. Mit dem Verfahren lassen sich dick- und dünnwandige, aber auch poren- und oxidarme Gussteile gießen.
Eigenschaften der Teile
Druckgussteile aus Aluminium können extrem dick- und dünnwandig sein. Sie besitzen ausgezeichnete Fließeigenschaften und eine ausgezeichnete Warmrissbeständigkeit. Darüber hinaus sind sie ausgezeichnet spanbar und polierbar.
Aluminium-Gusslegierungen
Reines Aluminium wird für dieses Druckgussverfahren selten eingesetzt, da dessen Festigkeitseigenschaften für zahlreiche Verwendungszwecke ungenügend sind. Erst dessen Legierungen geben dem Aluminium seine technische Bedeutung als Gusswerkstoff, da der zusätzliche Stoff eine wesentliche Verbesserung der Festigkeits- und Gießeigenschaften bewirkt.
Die Haupt-Legierungen im Überblick:
- AlSi9Cu3(Fe)
- AlSi12Cu1(Fe)
- AlSi12(Fe)
- AlSi10Mg(Cu)
Darüber hinaus werden unter- und übereutektische Al-Si-Legierungen mit abweichenden mechanischen Eigenschaften verarbeitet. Legierungen mit Kalt- und Warmauslagerung werden ebenfalls häufig vergossen.
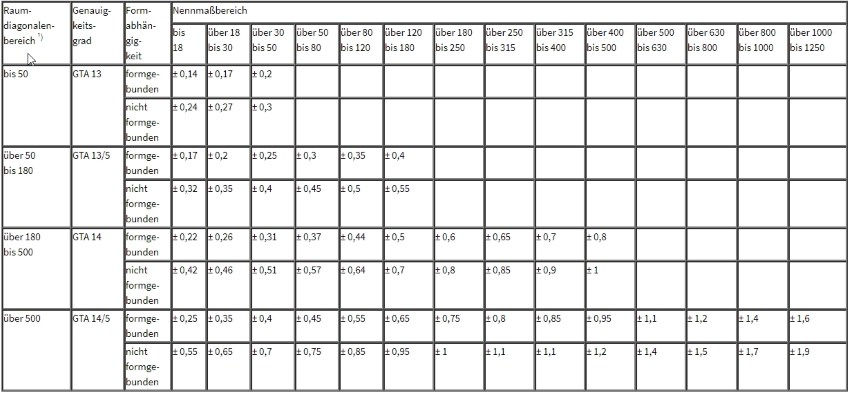
Toleranzen
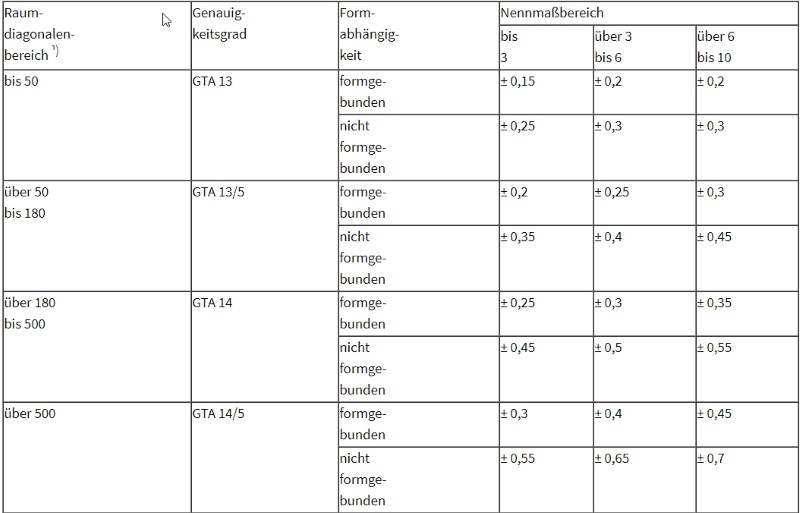
Die Toleranzen beim Aluminium-Druckguss resultieren aus den Legierungen, Gussformen und dem Gießverfahren. Bei Druckgussteilen aus Aluminium sind die Toleranzen abhängig von der Maß- und Funktionsgenauigkeit der Form, der Größe der Nennmaße, der Gestalt der Gussteile bzw. der Gussteilgröße und der Lage der Formteilung.
Toleranzen für Längenmaße
Toleranzen für Dickenmaße
Vor/- und Nachteile des Verfahrens
Der Aluminiumdruckguss erlaubt stabile und trotzdem leichte dünnwandige Gussteile mit einer hohen Oberflächenqualität und Maßhaltigkeit.
Vorteile im Überblick
- hervorragende Bearbeitbarkeit
- geringes Gewicht
- hohe Stabilität
- hohe Prozessstabilität
- glatte Kanten und Flächen
- hohe Wärmeleitfähigkeit
- hervorragende elektrische Leitfähigkeit
- niedrige Stückpreise
- für kleine und größere Serien
- witterungsbeständig
- korrosionsbeständig
- Senkung der hohen Werkzeugkosten
Nachteile
- Aluminium-Druckgussteile sind – je nach Legierung – nur bedingt schweißbar
- keine einwandfreie Füllung der Form möglich bei zu kleinem Pressrest
- bei zu großem Pressrest platzt die Form und der Umschaltpunkt der 2. Phase verschiebt sich -> Ausschuss
Fazit:
Quellen u.a.: http://www.bdguss.de/fileadmin/content_bdguss/Der_BDG/Richtlinien/F_020.pdf
Kommentarbereich geschlossen.